วัตถุประสงค์หลักของการตรวจสอบสภาพการสั่นสะเทือนคือการใช้วิธีที่ใช้ข้อมูลเพื่อประเมินสภาพเครื่องจักร (data-driven decision)2 ช่วยป้องกันการหยุดทำงาน (unplanned downtime) และวางแผนการซ่อมบำรุง เป้าหมายคือหลีกเลี่ยงการ maintenance ที่มากเกินไปในขณะที่มั่นใจว่าจะไม่มี unplanned downtime
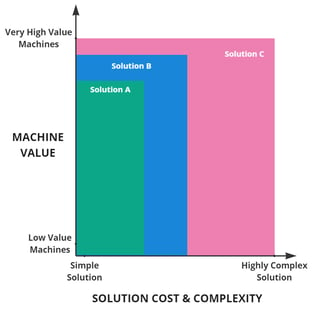
ประโยชน์หลักของการอ่านการสั่นสะเทือน แบบ Solution A คือความสามารถในการตัดสินใจโดยใช้ข้อมูลที่แม่นยำแทนที่จะใช้วิจารณญาณของคน ซึ่งทำให้มั่นใจได้ถึงกลยุทธ์การบำรุงรักษาที่น่าเชื่อถือและมีประสิทธิภาพมากขึ้น วิธีนี้มีต้นทุนต่ำที่สุด โดยใช้เซ็นเซอร์การสั่นสะเทือนที่เชื่อมต่อกับมอเตอร์เพื่อรับค่าการสั่นสะเทือนและอุณหภูมิ
สถานะปัจจุบัน
การตรวจสอบสภาพเครื่องจักรแบบดั้งเดิมมักจะทำโดยใช้เครื่องวัดการสั่นสะเทือนแบบพกพา เช่น ADASH A4900 Vibrio M ต่อไปนี้คือภาพรวมของแนวทางปฏิบัติทั่วไปและการกระจายตลาด:
-
ส่วนใหญ่ของบริษัท:
- สถานะปัจจุบัน: ประมาณ 80% ของตลาด บริษัทส่วนใหญ่ไม่ตรวจสอบสภาพเครื่องจักรโดยใช้เครื่องวัดหรือเซ็นเซอร์การสั่นสะเทือน
- เหตุผล: ขาดความตระหนักรู้ ค่าใช้จ่ายที่คาดว่าจะสูง และความซับซ้อนในการนำไปใช้เป็นเหตุผลที่ทำให้บริษัทเหล่านี้ไม่ยอมรับการตรวจสอบการสั่นสะเทือน
-
ผู้ใช้งานระดับกลาง:
- สถานะปัจจุบัน: ประมาณ 15% ของตลาดประกอบด้วยบริษัทที่ใช้เครื่องวัดการสั่นสะเทือน บริษัทเหล่านี้อาจจ้างผู้ให้บริการภายนอกที่มีเครื่องวัดการสั่นสะเทือนแบบพกพาหรือมีทีมงานภายในที่ทำการวัดเป็นประจำ
- เครื่องมือที่ใช้: เครื่องวัดการสั่นสะเทือนแบบพกพา เช่น ADASH A4900 Vibrio M มีราคาค่อนข้างสูงและต้องใช้เวลามากสำหรับวิศวกรซ่อมบำรุงในการวัดรอบโรงงาน วิธีนี้มักไม่สม่ำเสมอเนื่องจากข้อผิดพลาดของมนุษย์และความแปรปรวนของช่วงเวลาการวัด
-
ผู้ใช้ระบบขั้นสูง:
- สถานะปัจจุบัน: ประมาณ 5% หรือน้อยกว่าของบริษัทใช้ระบบการวัดที่ทันสมัยสำหรับเครื่องจักรที่มีความสำคัญ ระบบเหล่านี้มักได้รับการจัดหาโดยผู้จำหน่ายตลับลูกปืนที่มีความสนใจในการรักษาประสิทธิภาพของเครื่องจักร
- ข้อดี: ระบบขั้นสูงเหล่านี้ให้การตรวจสอบที่เชื่อถือได้และต่อเนื่องมากขึ้น เพื่อให้มั่นใจในสุขภาพของเครื่องจักรที่ดีที่สุดและลดการหยุดทำงานที่ไม่คาดคิด

ตัวอย่างของ Vibration Meter. ราคา ฿100,000 - ฿160,000

การตรวจสอบสภาพเครื่องจักรโดยใช้เครื่องวัดการสั่นสะเทือนแบบพกพาแม้จะมีข้อดี แต่บ่อยครั้งไม่สม่ำเสมอ ใช้เวลามาก และมีต้นทุนสูง เพื่อเป็นทางเลือก การใช้โซลูชันการตรวจสอบการสั่นสะเทือนและอุณหภูมิที่ติดตั้งถาวรกับเครื่องจักรมีประโยชน์อย่างมาก
ระบบ Vibration Monitoring Solution ให้ค่าจริงแบบเรียลไทม์และข้อมูลประวัติ ทำให้สามารถตรวจสอบอย่างต่อเนื่องและตรวจจับความผิดปกติได้ทันที ด้วยเซ็นเซอร์ถาวร วิศวกรซ่อมบำรุงสามารถรับการแจ้งเตือนทันที ตัดสินใจโดยใช้ข้อมูล และวางแผนการบำรุงรักษาให้ตรงเวลา ความสม่ำเสมอในการเก็บข้อมูลช่วยขจัดข้อผิดพลาดของคน นำไปสู่การประเมินสภาพเครื่องจักรที่แม่นยำยิ่งขึ้น
การวิเคราะห์ข้อมูลประวัติสามารถเผยให้เห็นแนวโน้มระยะยาวและคาดการณ์การเสียหายในอนาคต ทำให้กลยุทธ์การบำรุงรักษาเชิงพยากรณ์ดีขึ้น วิธีนี้ไม่เพียงแต่ลด Downtime แต่ยังยืดอายุการใช้งานของเครื่องจักร ส่งผลให้ประหยัดค่าใช้จ่ายโดยรวมและเพิ่มประสิทธิภาพการดำเนินงาน

ตัวอย่างระบบ Stand Alone จาก Banner Engineering
การประเมินสภาพเครื่องจักรเบื้องต้น
สำหรับการประเมินสภาพเครื่องจักรเบื้องต้นที่มีประสิทธิภาพ ค่าที่จำเป็นในการวัดประกอบด้วย:
อุณหภูมิผิว:
วัตถุประสงค์: ตรวจจับความร้อนที่ผิดปกติ ซึ่งอาจบ่งบอกถึงปัญหา เช่น การหล่อลื่นที่ไม่เหมาะสม การเสียดสีมากเกินไป ปัญหาทางไฟฟ้า หรือการเสียหายของตลับลูกปืน
การแปลผล: การเพิ่มขึ้นของอุณหภูมิเป็นสัญญาณของความผิดปกติที่ต้องได้รับการแก้ไขทันที การตรวจสอบอย่างต่อเนื่องช่วยในการสังเกตการเพิ่มขึ้นทีละน้อยซึ่งอาจบ่งบอกถึงสภาพที่เสื่อมโทรม
RMS Velocity ที่ 10 - 1,000 Hz:
วัตถุประสงค์: ประเมินความรุนแรงของการสั่นสะเทือนโดยรวมและเปรียบเทียบกับมาตรฐาน ISO 10816
การแปลผล:

- Good
- Satisfactory
- Unsatisfactory
- Unacceptable
วางแผนการซ่อมบำรุงถ้าเป็น Unsatisfactory และ ทำการซ่อมบำรุงทันทีถ้าเป็น Unacceptable.
RMS Acceleration ที่ 10 - 1,000 Hz:
วัตถุประสงค์: วัดแรงของการสั่นสะเทือน สำคัญสำหรับการตรวจจับการกระแทกที่ความถี่สูง เช่น ข้อบกพร่องของตลับลูกปืนหรือปัญหาฟันเฟือง
การแปลผล:
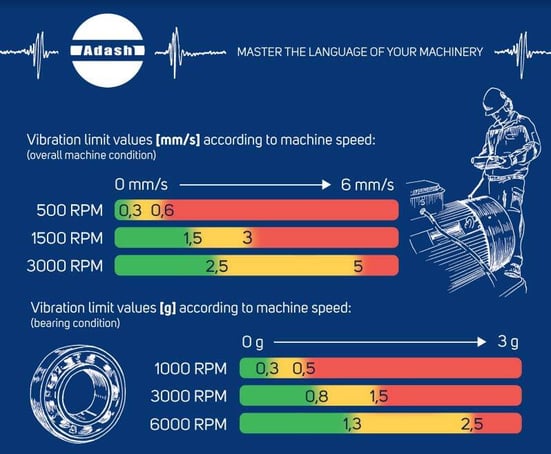
ตัวอย่าง Motor 50Hz 3,000RPM
- RMS Acceleration ต่ำ: <0.8g ไม่มีปัญหาการสั่นสะเทือนที่ความถี่สูงที่สำคัญ
- RMS Acceleration ปานกลาง: 0.3g - 1.5g อาจบ่งชี้ถึงระยะแรกของการสึกหรอของตลับลูกปืนหรือฟันเฟือง
- RMS Acceleration สูง: >1.5g บ่งชี้ถึงการกระแทกหรือแรงภายในเครื่องจักรที่รุนแรง ซึ่งต้องได้รับการแก้ไขทันที
ภาพรวมของโซลูชัน Vibration Condition Monitoring Solution

- Vibration & Temperature (combined) Sensor
- Industrial IoT Gateway - For connectivity
- Cellular Router - For internet connection
- Monitoring Platform - For analysing the Vibration measurements. Can be On-Premise, or on Cloud.
1 Vibration & Temperature Sensor
 |
 |
| QM30VT |
WISE-2410 |
| Wired |
Wireless |
| 10 - 4,000 Hz |
10 - 1,000Hz, |
| RMS Velocity 10 - 1,000Hz |
RMS Velocity 10 - 1,000Hz |
| Peak Velocity Frequency |
- |
| Peak Velocity 10 - 1,000Hz |
- |
| RMS Acceleration 10 - 1,000 Hz |
RMS Acceleration 10 - 1,000 Hz |
| RMS Acceleration 1,000 - 4,000 Hz |
- |
| 2 - axis |
3 - axis |
| Kurtosis, Crest Factor |
Kurtosis, Crest Factor |
Banner Engineering Vibration Sensor Datasheet
Advantech Sensor Datasheet

2 IIoT Gateway
IIoT Gateway มีความสำคัญสำหรับการตรวจสอบทางอุตสาหกรรมที่มีประสิทธิภาพ โดยมีวัตถุประสงค์หลักดังนี้:
- การรับข้อมูลจากเซ็นเซอร์:
- หน้าที่: IIoT Gateway รวบรวมข้อมูลจากเซ็นเซอร์ต่างๆ เซ็นเซอร์การสั่นสะเทือนมักใช้ Modbus สำหรับการสื่อสาร แต่บางรุ่นใช้ IO-Link และเซ็นเซอร์ไร้สายอาจใช้สัญญาณวิทยุ WiFi Zigbee หรือ LoRaWAN
- ข้อควรพิจารณา: เนื่องจากจำนวนข้อมูล (tag) ที่ต้องการ เซ็นเซอร์การสั่นสะเทือนขั้นสูงมักใช้การเชื่อมต่อแบบสายเพื่อหลีกเลี่ยงการรบกวนสัญญาณจากมอเตอร์เหนี่ยวนำหรือข้อจำกัดในการส่งข้อมูลจำนวนมากบ่อยๆ เช่น เซ็นเซอร์ QM30VT ส่งข้อมูลทุกๆ 5 วินาทีสำหรับ 17-20 tags
- การแปลงโปรโตคอลสำหรับระบบการตรวจสอบ:
- หน้าที่: Gateway แปลงโปรโตคอลของเซ็นเซอร์ (เช่น Modbus RTU, IO-Link, LoRaWAN) ไปเป็นโปรโตคอลที่ต้องการโดยแพลตฟอร์มการตรวจสอบ เช่น Modbus TCP, OPC-UA, หรือ MQTT
- ข้อกำหนด: IIoT Gateway ต้องมี RAM และ CPU ที่เพียงพอเพื่อจัดการ tags ที่ต้องการสำหรับแต่ละประเภทการวัด การวิเคราะห์สเปกตรัมที่ต้องการการประมวลผลข้อมูลมากกว่าการตรวจสอบสภาพมาตรฐาน มักต้องการการอัพเกรด gateway
- การคำนวณข้อมูล:
- หน้าที่: Gateway ทำการคำนวณต่างๆ เช่น การรวมข้อมูล การจัดกลุ่มข้อมูล และการเรียกใช้สคริปต์เพื่อประมวลผลและวิเคราะห์ข้อมูลอย่างมีประสิทธิภาพ
Example of Hardware and software used:
- R10A
- ECU-1051
- ReComputer R1025
- TX705
3 Cellular Router
Used for providing the internet connection to the AWS Cloud Infrastructure
4 Monitoring Platform
Hosted on-premise or in the cloud system.
The primary purpose of vibration condition monitoring is to use a data-driven approach to determine the machine's condition. This helps prevent downtime and allows for timely maintenance planning. The goal is to avoid over-maintenance while ensuring there are no unplanned downtimes.
The key benefit of using general vibration readings is making accurate, data-driven decisions instead of relying on human intuition. This ensures a more reliable and efficient maintenance strategy. This method involves the lowest cost setup, utilizing vibration sensors that connect to the motor to take both vibration and temperature readings.
Traditional Condition Monitoring with Portable Handheld Vibration Meters
English Version:
Traditionally, condition monitoring of machines is often conducted using portable handheld vibration meters, such as the ADASH A4900 Vibrio M. Here’s an overview of the common practices and market distribution:
-
Majority of Companies:
- Current State: Most companies, approximately 80% of the market, do not monitor machine conditions using vibration meters or sensors.
- Reason: Lack of awareness, perceived high costs, and the complexity of implementation deter these companies from adopting vibration monitoring practices.
-
Intermediate Adopters:
- Current State: About 15% of the market consists of companies that do use vibration meters. These companies either hire external service providers who own portable vibration meters or have an internal team that routinely performs measurements.
- Tools Used: Portable vibration meters like the ADASH A4900 Vibrio M are relatively expensive and require significant time for maintenance engineers to take measurements around the facility. This method is often inconsistent due to human error and variability in measurement intervals.
-
Advanced Users:
- Current State: The top 5% or fewer companies use state-of-the-art measuring systems for their critical machines. These systems are often provided by bearing vendors who have a vested interest in maintaining machine performance.
- Advantages: These advanced systems offer more reliable and continuous monitoring, ensuring optimal machine health and minimizing unexpected downtimes.
While traditional condition monitoring using portable handheld vibration meters like the ADASH A4900 Vibrio M has its advantages, it is often inconsistent, time-consuming, and relatively high in cost.
As an alternative, implementing a permanent vibration and temperature condition monitoring solution that is consistently attached to machines offers significant benefits. This advanced system provides real-time value and historical data, enabling continuous monitoring and immediate detection of abnormalities. With permanent sensors, maintenance engineers can receive instant alerts, make data-driven decisions, and plan timely maintenance interventions. The consistency of data collection eliminates human error and variability, leading to more accurate assessments of machine health.
Furthermore, historical data analysis can reveal long-term trends and predict potential failures, enhancing predictive maintenance strategies. This approach not only reduces unplanned downtime but also extends the lifespan of machinery, resulting in overall cost savings and improved operational efficiency.
Initial Assessment of Machine Conditions
For a comprehensive initial assessment of machine conditions, the following readings are essential:
-
Surface Temperature:
- Purpose: Surface temperature measurement helps in detecting abnormal heat generation which could indicate issues like improper lubrication, excessive friction, electrical problems, or bearing failures.
- Interpretation: A significant rise in temperature beyond the normal operating range often signals a potential fault that requires immediate attention. Consistent monitoring can help in spotting gradual increases which could point to deteriorating conditions.
-
RMS Velocity at 10 - 1,000 Hz:
- Purpose: RMS (Root Mean Square) velocity is crucial for assessing the overall vibration severity and is compared to the standards set by ISO 10816, which provides guidelines for evaluating machine vibration based on velocity measurements.
- Interpretation:
- Low RMS Velocity: Indicates a healthy machine with minimal vibration issues.
- Moderate RMS Velocity: Could suggest minor imbalances, misalignments, or other mechanical issues.
- High RMS Velocity: Signifies severe vibration problems that may lead to damage or failure if not addressed promptly.
-
RMS Acceleration at 10 - 1,000 Hz:
- Purpose: RMS acceleration measures the force of vibrations. High acceleration readings typically indicate more severe or rapid impacts, such as those caused by bearing defects or gear faults.
- Interpretation:
- Low RMS Acceleration: Indicates that there are no significant high-frequency vibration issues.
- Moderate RMS Acceleration: Could point to the early stages of bearing or gear wear.
- High RMS Acceleration: Suggests severe impacts or forces within the machine, indicating critical faults that need immediate attention.
Reasons for Taking the Measurements:
- Surface Temperature: Abnormal temperature rises are often the first indicators of potential mechanical or electrical issues. Early detection can prevent severe damage and unplanned downtime.
- RMS Velocity: Provides an overall indication of machine health and helps in identifying imbalance, misalignment, and other mechanical problems early on. Comparing these readings with ISO 10816 standards ensures that the vibration levels are within acceptable limits for different machine types and sizes.
- RMS Acceleration: Critical for detecting high-frequency impacts and identifying faults such as bearing defects and gear issues at an early stage. This measurement helps in pinpointing the exact nature and severity of the fault, allowing for precise maintenance actions.
Summary
Consistently monitoring these parameters provides a comprehensive overview of machine health. Surface temperature helps detect thermal issues, RMS velocity assesses general vibration severity against ISO standards, and RMS acceleration identifies high-frequency faults. Together, these readings allow for accurate, data-driven maintenance decisions, ensuring machine reliability and longevity.
IIoT Gateway
IIoT Gateway is crucial for efficient and effective industrial monitoring. Its primary purposes include:
-
Data Acquisition from Sensors:
- Function: The IIoT Gateway collects data from various sensors. Vibration sensors commonly use Modbus for communication, but some use IO-Link, and wireless sensors may use radio signals, WiFi, Zigbee, or LoRaWAN.
- Considerations: Due to the high volume of data (tags) needed, sophisticated vibration sensors are often wired to avoid signal disruptions from induction motors or limitations in transmitting large amounts of data frequently. For example, the QM30VT sensor typically transmits data every 5 seconds for 17-20 tags.
-
Protocol Conversion to Monitoring Systems:
- Function: The gateway converts sensor protocols (e.g., Modbus RTU, IO-Link, LoRaWAN) to those required by the monitoring platform, such as Modbus TCP, OPC-UA, or MQTT.
- Requirements: The IIoT Gateway must have sufficient RAM and CPU to manage the required tags for each measurement type. Spectrum analysis, which demands more data processing than standard condition monitoring, often necessitates an upgraded gateway.
-
Data Calculation:
- Function: The gateway performs various calculations, including data aggregation, batching, and running scripts to process and analyze the data effectively.


